



Notre département d’usinage est équipé de machines CNC modernes qui permettent de réaliser des ajustements précis et personnalisés. Que ce soit pour des travaux de découpe, de perçage, de fraisage ou d’autres traitements spécifiques, nous vous proposons des solutions sur mesureparfaitement adaptées à vos besoins. Nos collaboratrices et collaborateurs expérimentés veillent à ce que chaque étape du traitement soit réalisée avec une précision et une qualité maximales.

Découpe
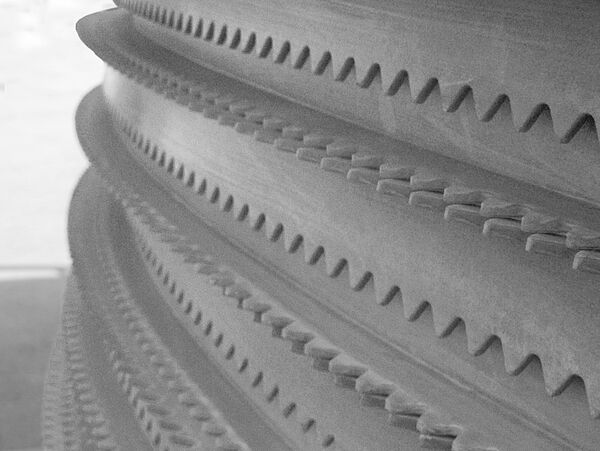
Nous proposons la découpe sur mesure de profils et de caillebotis en PRV selon vos spécifications. Grâce à des procédés de sciage adaptés et à une technologie précise, nous réalisons des découpes d’une qualité constante.
Grâce à un usinage propre et respectueux du matériau, des arêtes de coupe nettes sont obtenues, permettant une transformation directe. Qu’il s’agisse de pièces unitaires ou de séries, nous vous accompagnons de manière fiable dans la préparation de vos composants en PRV.
Peinture
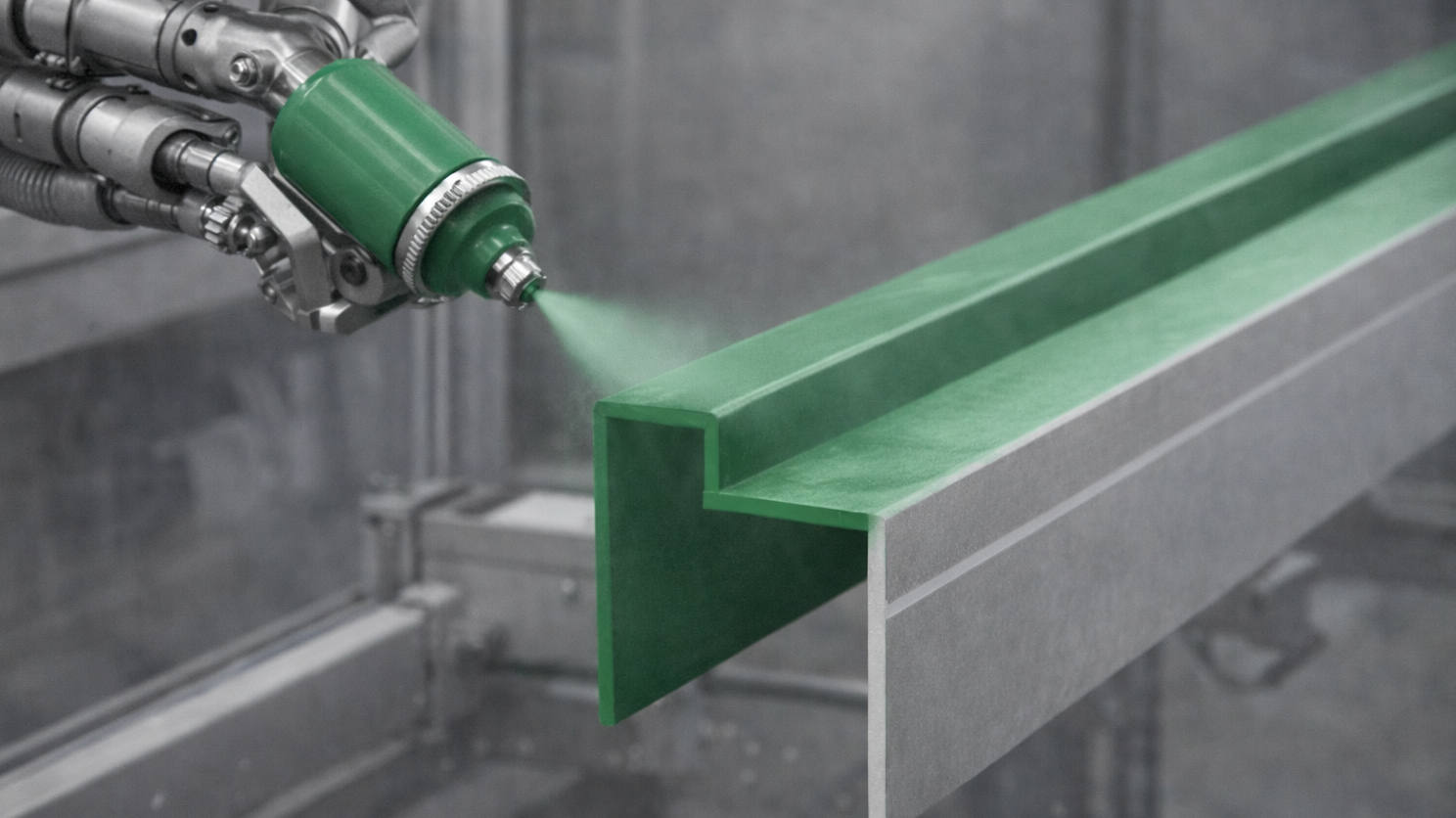
Nous proposons la peinture des caillebotis et profils en PRV pour l’adaptation visuelle et une protection supplémentaire de la surface. Les composants sont préparés de manière professionnelle, nettoyés et dégraissés avant l’application de la peinture afin de garantir un revêtement uniforme et adhérent.
Selon les exigences, des systèmes de peinture adaptés sont utilisés, en fonction de l’environnement d’utilisation et de l’aspect souhaité. Les caillebotis et profils en PRV obtiennent ainsi une surface propre et durable et peuvent être intégrés de manière optimale dans les installations et structures existantes.

Perçage
Nous proposons le perçage des caillebotis et profils en PRV selon vos spécifications. Les perçages sont réalisés avec précision et dans le respect du matériau, en fonction des dimensions, des épaisseurs de paroi et de l’application prévue.
Grâce à l’utilisation d’outils et de procédés d’usinage adaptés, des perçages propres et réguliers sont obtenus. Les caillebotis et profils en PRV peuvent ainsi être préparés de manière fiable pour le vissage, la fixation ou d’autres étapes d’usinage.

Fraisage
Nous proposons le fraisage des caillebotis et profils en PRV selon vos spécifications techniques. Cela comprend notamment des rainures, des évidements et des lumières, ajustés avec précision à la construction concernée.
Les opérations de fraisage sont réalisées de manière précise et respectueuse du matériau, afin d’obtenir des arêtes nettes et des résultats constants. Les caillebotis et profils en PRV peuvent ainsi être adaptés de manière ciblée et utilisés directement pour la transformation ou le montage.

Vissage
Nous proposons le vissage des caillebotis et profils en PRV avec des éléments de fixation en acier ou entièrement en PRV. Le type de vissage est choisi en fonction des exigences mécaniques, des conditions environnementales et de l’application prévue.
Les assemblages par vissage sont réalisés de manière précise et respectueuse du matériau afin de garantir une liaison durable et sûre. Selon l’application, des étapes supplémentaires telles que le pré-perçage ou la combinaison avec d’autres techniques d’assemblage peuvent être prises en compte.
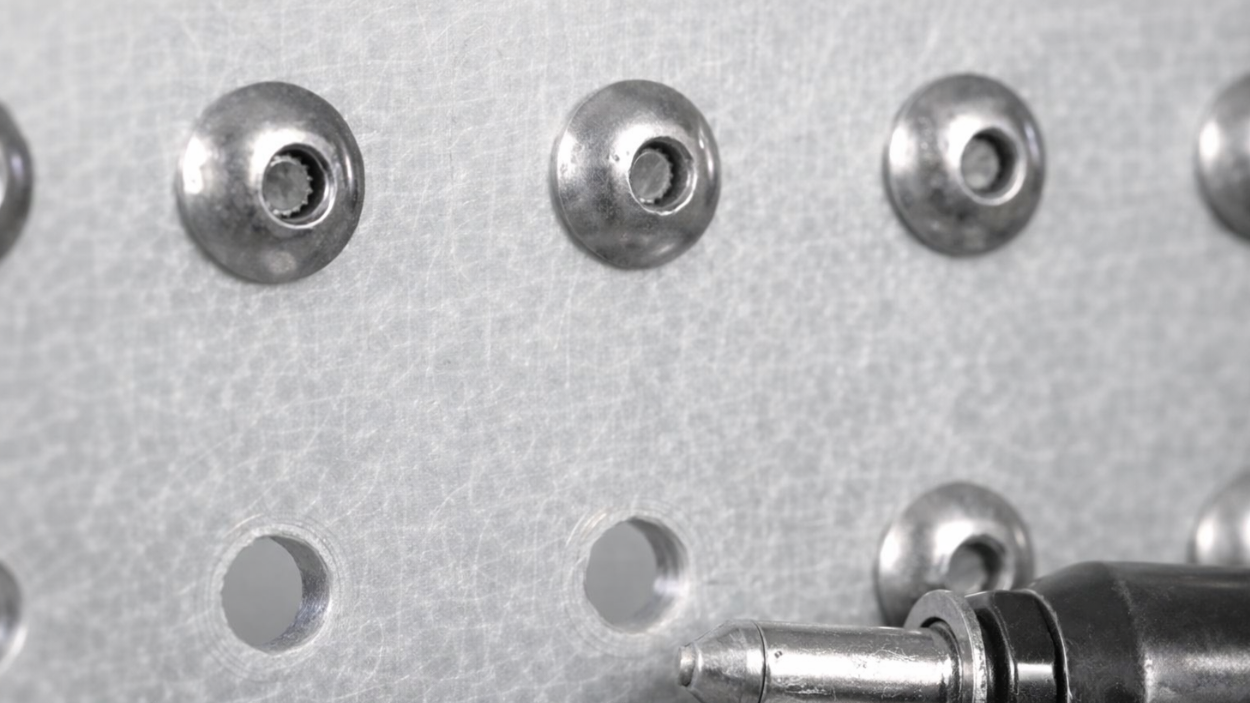
Rivetage
Nous proposons le rivetage des caillebotis et profils en PRV comme solution d’assemblage durable. Selon l’application et les charges, des systèmes de rivetage adaptés sont utilisés, en fonction du matériau, de la géométrie des pièces et du domaine d’application.
Les assemblages par rivetage sont réalisés de manière précise et respectueuse du matériau afin de garantir une liaison sûre et une qualité constante. Sur demande, le rivetage peut être combiné avec d’autres techniques d’assemblage.

Collage
Nous proposons le collage des caillebotis et profils en PRV comme technique d’assemblage complémentaire ou alternative. Des systèmes de colle adaptés sont utilisés en fonction du matériau, de la géométrie des pièces et des conditions d’utilisation.
Grâce à une préparation soignée des surfaces et à une application contrôlée, des liaisons résistantes et durables sont obtenues. Le collage est particulièrement adapté aux applications nécessitant une répartition uniforme des charges ou une liaison sans vissage.

Filetage
Nous proposons le taraudage dans les caillebotis et profils en PRV selon vos spécifications techniques. Les filetages sont réalisés de manière précise et dans le respect du matériau, en fonction des dimensions, des épaisseurs de paroi et de l’application prévue.
Grâce à l’utilisation d’outils adaptés, des filetages internes propres et fonctionnels sont obtenus, permettant un vissage direct. Selon le cas d’application, le taraudage peut être combiné avec d’autres étapes d’usinage ou techniques d’assemblage.
CONTACTEZ-NOUS SANS ENGAGEMENT!
Vous avez des questions sur nos services ?
Nous nous ferons un plaisir de vous conseiller.